Производство оцилиндрованного бревна, профилированного и клееного бруса
Производство деревянных домов в Минске и по Беларуси
Производство оцилиндрованного бревна и профилированного бруса компании «Экохоум» расположено в д. Высокое Смолевичского района и работает с 2002 года. Мы — первооткрыватели этого направления в Беларуси.
Наш деревообрабатывающий цех спроектирован на ежегодный выпуск до 5000 метров кубических готовой продукции. Парк оборудования предприятия выполняет полный цикл переработки древесины.
Использование современного финского и немецкого деревообрабатывающего оборудования позволяет достичь высокого качества обработки и получить идеально ровный и гладкий брус по всей длине, максимально исключить брак и снизить сроки изготовления продукции. На этапе обработки все технологические отверстия и продольный паз делаются в строгом соответствии с проектной документаций. Благодаря этому все бревна идеально плотно прилегают друг к другу, а готовый дом демонстрирует впечатляющие теплоизоляционные свойства.
Мы производим оцилиндрованное бревно диаметром от 140 до 320 мм, профилированный брус сечением 160×160 мм, 160×180 мм и 160×200 мм.
Заготовленное сырье и поставка леса


Сортировка леса

.jpg)

Производство оцилиндрованного бревна
Размерный ряд (диаметр бревна): от 140 мм до 320 мм с шагом в 20 мм.

Обо всех особенностях, преимуществах и недостатках оцилиндрованного бревна, а также о том, какой диаметр бревна подходит для дачного дома и дома для постоянного проживания, читайте в отдельном материале.
Этапы производства оцилиндрованного бревна:
1. Черновая оцилиндровка подается на механизированную накопительную эстакаду.
2. Проходит через оцилиндровочный станок проходного типа: цилиндруется, выбирается продольный паз, делается температурный пропил.
3. Торцуется в размер и маркируется согласно проектной документации (лицензионная конструкторская программа К3-Коттедж).
4. Делается зарезка угловых соединений и сверления под крепежную фурнитуру: шпильки, нагели.
5. Делается фрезеровка под наличники на оконных и дверных проемах и выборка четверти под обсадной брусок.
6. Готовые детали упаковываются в транспортные пакеты по венцам.
7. Бревна пропитываются немецким транспортным антисептиком «Sinestо B» методом окунания. Это позволяет защитить древесину от естественных процессов разрушения на 3–6 месяцев.
Мы тщательно контролируем каждый этап производства, благодаря чему готовая продукция имеет необходимые размеры, что обеспечивает простоту последующего монтажа.
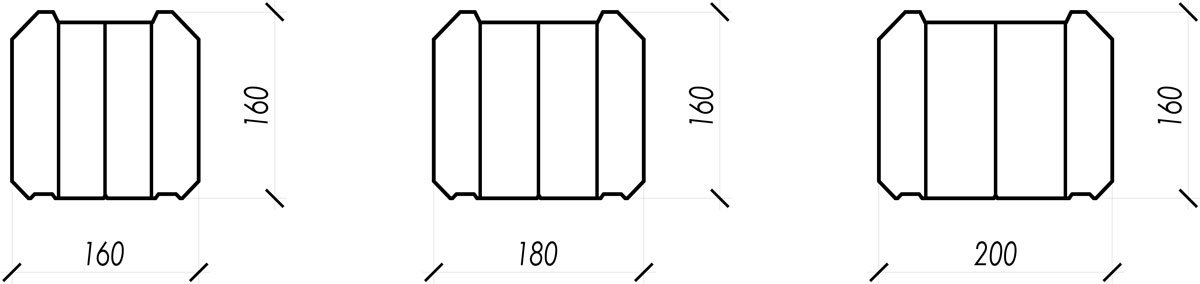
Линия по производству оцилиндрованного бревна







.jpg)









Производство профилированного бруса
Размерный ряд (сечение бруса): 160×160 мм, 160×180 мм, 160×200 мм.
Обо всех особенностях, преимуществах и недостатках профилированного бруса, а также о том, какое сечение бруса подходит для дачного дома и дома для постоянного проживания, читайте в отдельном материале.
Этапы производства профилированного бруса
1. Ствол брусуется на ленточнопильных комплексах LIGNUMA MM-700HK и Wood-Mizer LT-300.
2. Складируется под навесом для атмосферной сушки (3–4 месяца).
3. Подсушенный брус подается на механизированную накопительную эстакаду.
4. Проходит через четырехсторонний профилирующий станок REX Timbermaster 41K.
5. Попадает в накопитель перед линией с ЧПУ SMB.
6. Торцуется в размер, делается зарезка угловых соединений и сверления под шпильки и нагели.
7. Маркируется согласно проектной документации на комплексной немецкой линии с ЧПУ SMB.
8. Готовые детали упаковываются в транспортные пакеты по венцам.
9. Пропитываются немецким транспортным антисептиком «Sinestо B» методом окунания. Это позволяет защитить древесину от естественных процессов разрушения на 3–6 месяцев.
Линия по производству профилированного бруса
Четырехсторонний строгальный станок REX Timbermaster 41K



Комплексная немецкая линия с ЧПУ SMB

.jpg)



Производство клееного бруса
Размерный ряд (сечение бруса): 160×160 мм, 160×180 мм, 160×200 мм.
Технология производства клееного бруса аналогична технологии производства профилированного бруса. Часть операций исключается, так как используется склеенная четырехкантная заготовка нужного сечения.
Обо всех особенностях, преимуществах и недостатках клееного бруса читайте в отдельном материале.
Пиление
Производится на двух ленточнопильных комплексах LIGNUMA MM-700HK и Wood-Mizer LT-300, которые позволяют выпускать до 30 м3 качественной готовой продукции в смену. Мы используем горбыльный и обрезной станки, поэтому объем отходов при пилении минимальный.
Участок пиления — ленточная пилорама Wood-Mizer LT40



.jpg)

Участок пиления — ленточная пилорама Lignuma MM-700HK



Производство погонажной продукции из сибирской лиственницы: террасная и палубная доска, планкен и строганная доска, половая доска
Обработка производится на семишпиндельном четырехстороннем станке WeinigUnimat 17A, который позволяет выпускать до 200 м2 качественной готовой продукции в смену. Участок оборудован отдельным торцовочным и шлифовальным станком, что обеспечивает индивидуальный подход к пожеланиям заказчиков.
Качество готовой продукции
Мы используем качественную белорусскую древесину центральной и северной части страны, что минимизирует сезонные трансформации сданного в эксплуатацию деревянного дома.
Густой белорусский лес, оберегая отдельные деревья от ветра и непогоды, сохраняет дерево от деформаций ствола. Из такого дерева получается более прочный, стабильный и предсказуемый строительный материал.
Продукция из древесины хвойных пород — идеальный материал для изготовления пиломатериалов и строительства домов.
Наши специалисты постоянно контролируют процесс обработки деталей для строительства. Мы не принимаем отклонения, которые составляют более 1–2 мм. В результате получаем комплект пронумерованных стеновых элементов с зарезанными чашками, технологическими отверстиями и компенсационным пазом, который затем тщательно обрабатывается антисептиком. На строительную площадку «дом» поставляется партиями. Благодаря такому отношению производимая нами продукция является одной из лучших на рынке.
Мы разработали специальную систему контролируемой усадки бревен с учетом дальнейшей усушки дома, т. е. при использовании этой системы, вы получаете дом с минимальным количеством щелей и деформаций бревен.
Продукция предприятия пользуется большим спросом как в Республике Беларусь, так и в России, Украине, Казахстане, Чехии, Польше, Германии, Италии, Прибалтике, на Кипре.
Посетите нашу производственную базу по изготовлению оцилиндрованного бревна, профилированного и клееного бруса — и вы сами все увидите. Мы покажем весь процесс производства: от распиловки круглого леса до упаковки конструкции.
Погрузчики и наш лесовоз


